|
|
|
|
|
|
|
|
|
|
|
|
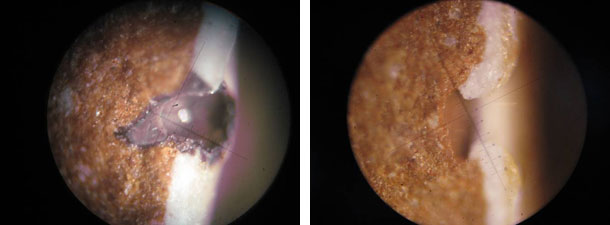
| ตำหนิรูเข็มบนผลิตภัณฑ์เซรามิก | |
|
ตำหนิฟองอากาศในเคลือบเซรามิก
ดร. คชินท์ สายอินทวงศ์
ฟองอากาศ ( Bubble defect ) เป็น ตำหนิ ที่พบได้เสมอ ๆ ในเคลือบเซรามิกโดยเฉพาะเคลือบที่มีผิวหน้ามัน (Glossy glaze) ซึ่งมีข้อสันนิษฐานอยู่มากมายเกี่ยวกับสาเหตุการเกิด และวิธีการขจัด หรือลดปริมาณฟองอากาศลง เราอาจมีคำเรียกตำหนินี้ได้หลากหลายซึ่งขึ้นกับลักษณะของตำหนิได้แก่ รูเข็ม (Pin hole) รูลึก (Blister) รูยิบ (Pitting) รูระเบิด (Volcanic hole) หรือลักษณะผิวเคลือบไม่เรียบอันเนื่องมาจากรูพรุนเช่น ผิวเปลือกไข่ (Egg shell) หรือผิวส้ม (Orange peel) โดยทั่วไปแล้วเคลือบที่ไม่มีตะกั่ว (LEADLESS GLAZE) มักที่จะมีปัญหาเกี่ยวกับฟองอากาศมากกว่าเคลือบที่มีปริมาณตะกั่วอยู่ เหตุผลก็คือตะกั่วออกไซด์ (Pb0) มีการเกิดปฏิกิริยาได้เร็ว ทำให้ความหนืดของเคลือบที่อุณหภูมิสูงมีค่าต่ำลง จึงเป็นตัวช่วยขจัดพวกก๊าซที่เกิดขึ้นขณะเผาเคลือบ ดังนั้นเมื่อเคลือบไม่มี Pb0 ก๊าซที่เกิดขึ้นภายในจึงถูกขจัดได้น้อยลงไป เคลือบมีความหนืดและแรงตึงผิวสูง เคลือบจึงเป็นตัวจับก๊าซที่ไม่สามารถหลุดออกไปในช่วงการหลอมตัว (VITRIFICATION) ซึ่งโดยทั่วไปแล้วเคลือบทุกชนิดจะมีฟองอากาศอยู่ภายในซึ่งเป็นฟองอากาศเล็กๆ อยู่มากมาย ซึ่งไม่ได้เป็นปัญหากับตัวเคลือบมากมายนัก แต่ถ้าฟองอากาศนั้นมีขนาดใหญ่ หรืออยู่ใกล้ผิวเคลือบมาก มันก็จะเป็นตัวทำให้เกิดปัญหากับผิวเคลือบได้
การลดฟองอากาศในเคลือบเซรามิกนั้น มีอยู่หลายวิธีทั้งการใช้วัตถุดิบให้เหมาะสม การเติมสารเคมีบางตัวขณะบด การปรับปรุงสูตรสีเคลือบ และในด้านกระบวนการผลิต เช่นเทคนิคในการเคลือบ ความหนาของเคลือบที่เหมาะสม, การอบแห้งอย่างสมบูรณ์แบบก่อนเผา และการเผาที่อุณหภูมิที่เหมาะสม
 Volcanic hole Volcanic hole
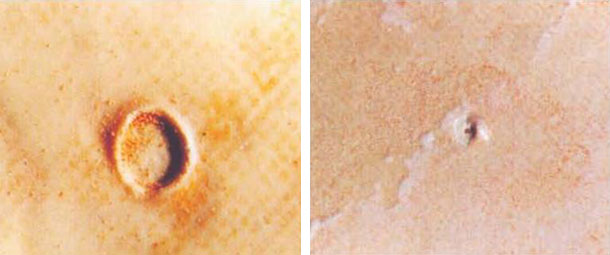
 Pitting and blister Pitting and blister
แหล่งที่ทำให้เกิดฟองอากาศ
GAS ที่ทำให้เกิดฟองอากาศนั้น มีที่มาแตกต่างกันดังนี้
ฟองอากาศที่มีสาเหตุมาจากเนื้อดิน
1) วัตถุดิบที่นำมาทำเนื้อดินมีส่วนประกอบที่สามารถแตกสลายตัวเป็นกาซได้เช่นหินปูน โดโลไมท์
2) ดินที่ใช้ในสูตรเนื้อดินมีสารอินทรีย์อยู่มาก เมื่อเผาเร็ว โดยเฉพาะการเผาแบบครั้งเดียวจะทำให้สารอินทรีย์สลายตัวออกมามากจนเคลือบเริ่มเข้าสู่ Softening point แล้วจึงทำให้เกิดปัญหารูพรุนที่ผิวหน้าเคลือบได้
3) การบดเนื้อดินไม่ละเอียดเพียงพอทำให้พวก Hard materials ได้แก่ เฟลด์สปาร์ ทราย หินผุแบบเนื้อแข็ง จะยังมีขนาดอนุภาคที่ใหญ่อยู่ ซึ่งถ้าอนุภาคเหล่านี้ไปอยู่ที่ผิวของบิสกิทหรือผิวของเนื้อดินดิบ (ในกรณีของการเผาแบบครั้งเดียว) อนุภาคเหล่านี้จะไม่ดูดซึมน้ำเคลือบในขณะชุบหรือสเปรย์เคลือบ ทำให้เคลือบแยกตัวออกเป็นรูเล็กๆและขนาดของรูจะขยายมากขึ้นเมื่ออุณหภูมิในการเผาเคลือบสูงขึ้นเนื่องจากแรงตึงผิวของเคลือบนั่นเอง
4) ตะแกรงกรองน้ำดินหยาบเกินไปหรืออาจมีปัญหารูรั่วหรือขาด โดยที่พนักงานที่ดูแลไม่ได้สังเกตเห็น ทำให้อนุภาคที่หยาบสามารถรอดผ่านไปจนทำให้เกิดปัญหารูพรุนได้ ซึ่งลักษณะของรูจะเป็นรูเข็มที่ลึกลงไปถึงเนื้อดิน
5) ในกรณีที่ขึ้นรูปด้วยการหล่อแบบ ถ้าน้ำดินข้นเกินไป หรือเทน้ำดินเร็วเกินไป หรือแบบพิมพ์ร้อนหรือแห้งเกินไป ก็จะทำให้ชิ้นงานหล่อมีรูลึกที่ผิวชิ้นงานซึ่งบางครั้งไม่สามารถอุดหรือตกแต่งให้หมดไปได้และจะส่งผลให้เกิดตำหนิรูเข็มลึกๆที่เรียกว่ารูดินได้
6) ดินบางแหล่งหรือวัตถุดิบบางตัวมีเกลือที่ละลายน้ำ (Soluble salt) มาก ซึ่งเกลือละลายน้ำนี้จะถูกน้ำพาไปสะสมไว้ตามขอบในขณะอบแห้ง โดยอยู่ตามส่วนปลายของชิ้นงานเช่นปากแก้ว ขอบหู ขอบที่มีเหลี่ยมมุม ซึ่งเกลือพวกนี้จะมีจุดหลอมตัวที่ต่ำมากจึงทำให้เกิดการระเบิดขึ้นจนเป็นสาเหตุของรูเข็มที่ผิวเคลือบ
7) ในกรณีที่ผิวชิ้นงานมีความร้อนสูงเช่นการผลิตกระเบื้องที่ต้องอบแห้งเพื่อไล่ความชื้นและส่งเข้าสายเคลือบทันที น้ำเคลือบเมื่อสัมผัสกับผิวชิ้นงานจะระเหยน้ำเร็วมากทำให้เกิดฟองอากาศที่ผิวระหว่างเนื้อดินและชั้นเคลือบ เมื่อผ่านการเผาจะทำให้ฟองอากาศมีขนาดใหญ่ขึ้นจนเป็นตำหนิรูเข็ม
8) มีพวกมลทินต่างๆปนมากับเนื้อดิน เช่นเศษถุง เศษพลาสติค ยาง น้ำมัน ซึ่งสิ่งที่เป็นมลทินเหล่านี้จะสลายตัวออกไปและทิ้งรูเอาไว้ที่ผิวระหว่างเนื้อดินกับชั้นเคลือบ ซึ่งถ้าเคลือบมีความหนืดและมีแรงตึงผิวสูงก็จะทำให้เกิดรูขึ้นที่ตำแหน่งนี้ได้
ฟองอากาศที่มีสาเหตุมาจากเคลือบ
1) อากาศที่มีอยู่ภายในช่องว่างของอนุภาคของเคลือบขณะอบแห้ง ซึ่ง 40% ของปริมาตรเคลือบดิบ (GREEN GLAZE) จะเป็นช่องว่างที่เกิดจากน้ำในเคลือบระเหยออกไปขณะอบแห้ง
2) อากาศที่ถูก GLAZE SLIP จับเข้ามาเนื่องจาก มีการเติมสารพวก WETTING AGENT มากเกินไป หรือ เกิดจากการกวน น้ำเคลือบอย่างรุนแรงก่อนการ APPLY เคลือบ
3) GAS ที่เกิดจากการสลายตัว (DECOMPOSE) ของวัตถุดิบที่ใช้ทำเคลือบ ซึ่งมีทั้งพวก CARBONATE, CLAYS, TALC, FLUORIDE และพวกสารอินทรีย์ต่าง ๆ ซึ่งส่วนประกอบเหล่านี้จะเป็นตัวปลดปล่อย GAS ออกมาระหว่างการเผา ส่วนวัตถุดิบที่เป็นพวกที่มีผลึก เช่น QUARTZ ก็จะเป็นที่หน่วงหรือเก็บกัก GAS เอาไว้ซึ่งทำให้ GAS ต่าง ๆ ออกมาได้ยากขึ้น
4) การแยกหรือแตกสลายของ สิ่งปนเปื้อน (CONTAMINATE) ในเคลือบซึ่ง CONTAMINATE พวกนี้ก็เป็นสาเหตุหนึ่งที่ทำให้เกิด GAS รวมทั้งสนิมจากอุปกรณ์ต่าง ๆ ใน กระบวนการผลิต, SiC ที่ใช้ทำแผ่นรองเผา (KILN FURNITURE)
5) การแตกสลายของพวกสารอินทรีย์ที่เติมเข้ามา(ORGANIC BINDER) เช่น CMC, Bentonite
6) น้ำที่ถูกเคลือบหลอมเร็วปิดกั้นไว้ในเคลือบซึ่งเป็นปัญหาที่พบบ่อยครั้งใน กระบวนการผลิต แบบ FAST FIRING น้ำบางชนิดที่อยู่ในเคลือบจะไม่ถูกขจัดไป จนกระทั่งอุณหภูมิเกิน 500°C ซึ่งตรงจุดนี้ มีเคลือบหลายชนิดที่เริ่มหลอมแล้วเนื่องจากค่า Softening point ของเคลือบต่ำเกินไป
7) การอบแห้งของ BODY และ ENGOBE ไม่เพียงพอโดยเฉพาะในผลิตภัณฑ์ที่เผาครั้งเดียวเช่น สุขภัณฑ์ กระเบื้อง ลูกถ้วยไฟฟ้า หลังจากที่ APPLY ENGOBE ลงบนหน้ากระเบื้องแล้วก็จะ APPLY เคลือบทันทีทำให้รูพรุน( POROUS ) เกิดขึ้นได้ภายในได้
8) การบดเคลือบที่ละเอียดเกินไปจนทำให้การหลอมตัวของเคลือบสูงเกินกว่าช่วงอุณหภูมิในการเผาทำให้เกิดการ Over firing ซึ่งมีลักษณะเป็นรูพรุนเล็กๆมากมายที่เรียกว่า Pitting
9) GAS ที่เกิดจากน้ำที่อยู่ภายในฟริต ซึ่งในฟริตโดยทั่วไปจะมีน้ำอยู่ภายในโครงสร้าง ~ 0.1 – 0.3 % ซึ่งสามารถตรวจพบได้โดยใช้ INFRARED SPECTROSCOPY
ปัจจัยที่ทำให้ฟองอากาศเกิดขึ้น
GAS ที่เกิดขึ้นนั้น มาได้จากแหล่งต่าง ๆ ดังที่กล่าวมาข้างต้น ซึ่งบางส่วนจะยังคงเป็น GAS ที่สลายอยู่ในตัวเคลือบ หรือบางส่วนจะขึ้นมาที่ผิวเคลือบ และระเบิดออก ซึ่งมีปัจจัยอยู่หลายประการที่มีผลต่อการเกิดฟองอากาศ หรือ การที่ฟองอากาศมีขนาดใหญ่ขึ้น
ส่วนประกอบของเคลือบ(GLAZE COMPOSITION) โดยเฉพาะอย่างยิ่ง วัตถุดิบที่มีการสลาย GAS ออกมา เช่น CaCO3 (WHITING) หรือพวก Silica ที่จะเพิ่มความหนืดของเคลือบในขณะที่หลอม
ความหนืดของเคลือบ (GLAZE VISCOSITY) ในช่วงเคลือบที่กำลังหลอมเหลว ทำให้ฟองอากาศสามารถที่จะโตขึ้นมาได้ ซึ่งอัตราที่ฟองอากาศจะขึ้นมาสู่ผิวหน้าเพิ่มขึ้นตามขนาดของฟองอากาศที่เพิ่มขึ้น ในทางตรงกันข้ามถ้าเคลือบมี ความหนืดสูง ฟองอากาศจะขยายตัวได้ยากขึ้นทำให้ฟองอากาศออกไปจากชั้นเคลือบได้ยากขึ้น
ความตึงผิวของเคลือบ (GLAZE SURFACE TENSION) เป็นคุณสมบัติของเคลือบที่จะปิดพื้นผิว ภายหลังที่ฟองอากาศที่ผิวแตกออก เคลือบบางชนิดสามารถปิดผิวได้เรียบ แต่บางชนิดยังเป็นหลุมอยู่
ความหนาของชั้นเคลือบ (THICKNESS OF THE GLAZE LAYER) เส้นผ่านศูนย์กลางของฟองอากาศนั้นจะแปรผันตรงกับความหนาของเคลือบ และถ้าเคลือบยิ่งหนา ระยะทางที่ฟองอากาศจะออกไปที่ผิวก็จะยาวขึ้น ยิ่งไปกว่านั้นถ้าเคลือบมีความหนามากขึ้น จำนวนของฟองอากาศก็จะมากขึ้นด้วย
บรรยากาศในเตาเผา (KILN ATMOSPHERE) ในบรรยากาศที่มีพวก GAS ที่ เกิดก๊าซออกมาจนมากเกินพอจากเคลือบนั้นก็จะเป็นส่วนหนึ่งที่ขัดขวางไม่ให้กระบวนการ สลายกลายเป็นไอ( VOLATILIZATION ) เกิดขึ้นได้ง่ายต่อไป
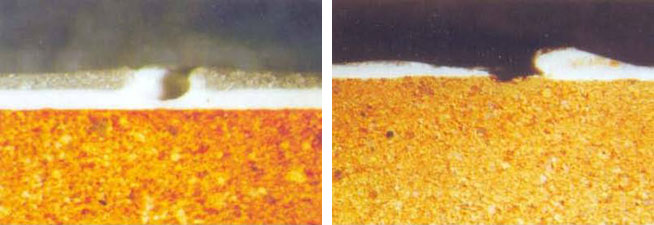
สำหรับฟองอากาศที่เป็นตำหนิขนาดใหญ่ โดยทั่ว ๆ ไปจะเรียกว่า BLISTER ถ้าเป็นฟองอากาศ เล็ก ๆ เรียก รูเข็ม(PINHOLE) สำหรับคำเรียกพวก EGGSHELL และORANGE PEEL จะ หมายถึง PINHOLE จำนวนมาก ๆที่ทำให้ผิวเคลือบดูไม่ราบเรียบ
BLISTER เป็นฟองอากาศขนาดใหญ่ อยู่ใกล้กับพื้นผิวของเคลือบ ทำให้ความเรียบของเคลือบเปลี่ยนแปลงไป นอกจากนี้ ถ้าเกิดระเบิดขึ้นที่พื้นผิวของเคลือบ และเวลาที่จะหลอมปิดแผลนั้นไม่เพียงพอก็จะเกิดหลุมเล็ก ๆ ซึ่งก็จะเป็น ตำหนิที่เรียกว่า BLISTER เช่นกัน
วิธีป้องกัน BLISTER
ขจัด หรือลดปริมาณวัตถุดิบในสูตรที่เป็นตัวให้ GAS ออกมาระหว่างกระบวนการเผา หรือมีการ Calcine วัตถุดิบบางชนิดก่อน
บดน้ำดินให้ละเอียดขึ้น เพื่อลดสัดส่วนของHard materials ที่หยาบออกไปจากน้ำดิน
กรองน้ำดินให้ละเอียดขึ้นโดยใช้ตะแกรงเบอร์ละเอียดจะช่วยกรองเอาส่วนที่หยาบและแข็งออกไปได้
ทำความสะอาดชิ้นงานดิบหรือBiscuit ไม่ให้มีสิ่งสกปรก,ฝุ่นละออง,น้ำมัน ผลิตภัณฑ์Porcelainจำเป็นต้องคำนึงถึงตรงจุดนี้มาก
ควบคุมการดูดซึมน้ำของผิวชิ้นงานโดยเฉพาะBiscuit ซึ่งถ้าชิ้นงานมีการดูดซึมน้ำมากเกินไปจะทำให้เกิดแรงcapillary ซึ่งจะเป็นตัวดึงอากาศเข้าไปไว้ในรูพรุนของชิ้นงาน ซึ่งจะมีปัญหาขณะเผาได้
ในกรณีที่มีการอบแห้งชิ้นงานก่อนการapplyเคลือบจำเป็นต้องควบคุมอุณหภูมิของผิวชิ้นงานให้เหมาะสมไม่ให้ร้อนหรือเย็นเกินไป เช่นในกรณีของอุตสาหกรรมกระเบื้องเซรามิก
ลดความหนาของชั้นเคลือบลง เคลือบที่บางจะสามารถทำให้ GAS ภายในออกมาได้ง่ายกว่าเคลือบหนา
เปลี่ยน FIRING CYCLE โดยลดอัตราการเพิ่มอุณหภูมิในช่วงต้นของการเผา จนกระทั่งถึง 650°C ควรจะเพิ่มเวลาใช้ GAS ต่าง ๆ สามารถผ่านชั้นของเคลือบไปก่อนที่เคลือบจะหลอมปิดผิวหน้า
ลดอุณหภูมิสูงสุดของการเผาเคลือบ เพื่อลด BLISTER ที่เกิดจากการเผา OVERFIRE
เคลือบบางชนิดเริ่มหลอมตัว (softening point) ปิดผิวหน้าที่อุณหภูมิต่ำ ซึ่งทำให้ GAS ที่เกิดขึ้นไม่สามารถออกมาได้ทันทั้งหมด โดยเฉพาะอย่างยิ่งในเคลือบ FAST FIRE นอกจากนี้เคลือบที่หลอมที่อุณหภูมิต่ำ ยังมีแนวโน้มที่จะทำปฏิกิริยากับ BODY หรือ ENGOBE ได้มากขึ้น
FRIT ที่มีคุณภาพไม่ดีพอ มีมลทิน ( INCLUSION ) ที่ไม่หลอมอยู่ใน FRIT ซึ่งเป็นส่วนหนึ่งที่ทำให้เกิดฟองอากาศได้ FRIT ที่เป็น LEADLESS จึงควรที่จะต้องหลอมจนกว่าจะขจัด INCLUSION ให้หมดไป
SOLUBLE VANADIUM SALT เป็นตัวที่ทำให้เกิด ตำหนิที่เป็นรอยบุ๋ม( DIMPLE ) ได้ง่าย พวกสี STAIN ที่มี V เป็นส่วนประกอบ จึงต้องทำการล้างเพื่อขจัด V ที่เหลือจากการทำปฏิกิริยา ก่อนที่จะนำมาใช้ในการเคลือบ
การบดสีเคลือบนอกจากการตรวจเช็ค%กากที่ค้างตะแกรง(%Residue)แล้วยังต้องคำนึงถึงค่าการกระจายตัวของอนุภาค(Particle size distribution)ด้วย เพราะความละเอียดของสีเคลือบทั้งละเอียดหรือหยาบไปก็ส่งผลต่อตำหนิรูเข็มด้วย
เมื่อพบว่าเคลือบที่มีสูตรเหมาะสมแล้ว ยังคงมี รูเข็ม( PINHOLE ) อยู่ที่ผิวหน้า ควรที่จะต้องตรวจสอบเทคนิคการ APPLICATION ซึ่ง รูเข็ม นั้นอาจจะมีสาเหตุมาจาก การพ่นเคลือบ โดย SPRAY GUN อยู่ใกล้ชิดกับ ผลิตภัณฑ์ เกินไป หรือใช้ความดันในการ พ่น มากเกินไปซึ่งสามารถแก้ไขได้โดยการ พ่นเคลือบทับอีกครั้ง ก่อนที่เคลือบชั้นแรกจะแห้งไป
วิธีการที่จะแก้ไขปัญหาฟองอากาศนั้น เริ่มต้นจากศึกษาวัตถุดิบที่นำมาใช้ว่าวัตถุดิบแต่ละ
ตัวเมื่อเผาแล้วมีการปลดปล่อย GAS ออกมาอย่างไร จากตารางที่ I เป็น LIST ของวัตถุดิบและอุณหภูมิที่เกิดการสลายตัว และน้ำหนักที่หายไป
TABLE I DECOMPOSITION OF SELECTED RAW MATERIAL
| MATERIAL |
DECOMPOSITION TEMP ( °C ) |
PRODUCT |
LOSS ( WT % ) |
| ALUMINA HYDRATE |
250 |
Al203 |
35 |
| CLAY |
500 - 650 |
METAKAOLIN |
14 |
| DOLOMITE |
800 - 900 |
Ca0, Mg0 |
48 |
| WHITING |
700 - 800 |
CaO |
44 |
| Talcum |
1,00 |
MgOSiO2 |
7 |
| STRONTIUM CARBONATE |
1,200 - 1,300 |
SrO |
30 |
| BARIUM CARBONATE |
1,300-1,400 |
BaO |
22 |
สำหรับพวกวัตถุดิบที่ปลดปล่อย GAS ที่อุณหภูมิสูงนั้น ไม่ควรที่จะนำมาใช้เช่นไม่ควรที่ใช้ SrCO3 , BaCO3 เป็นวัตถุดิบในสูตรแต่ควรได้มาจาก FRIT ที่เหมาะสม นอกจากนี้ควรที่จะขจัด Talcum ออกไปจากสูตรเคลือบ เนื่องจาก Talcum จะสลายน้ำในโครงสร้างออกไปที่อุณหภูมิ ~ 1,000 °C ซึ่งจะสูงกว่าอุณหภูมิที่เคลือบหลอมหรือไม่ก็ใช้เป็น Calcine talcum ส่วนข้อแนะนำอื่น ๆ ก็คือไม่ควรใช้ WHITING ในสูตร แต่ให้ใช้ WALLASTONITE แทน ซึ่งก็ต้องไปปรับสูตรเคลือบเพื่อลดปริมาณ SiO2 ลง เนื่องจาก CaCO3 มีน้ำหนักที่หายไปหลังเผา (WT LOSS) = 44 % ที่อุณหภูมิ 800°C ซึ่งเป็นอุณหภูมิที่เคลือบกำลังหลอมพอดี
การปรับสูตรเคลือบเพื่อแก้ปัญหาฟองอากาศนั้น จะต้องดูวัตถุดิบที่นำมาใช้ และกรณีที่จะทำไม่ให้เคลือบหลอมปิดผิวได้ง่ายนั้น ก็จะต้องลดปริมาณวัตถุดิบที่มีจุดหลอมตัวต่ำลง เช่น พวก FRIT
FRIT ที่มี % B2O3 และ ALKALI สูงจะทำให้จุดหลอมตัวต่ำในขณะที่ FRIT ที่มี CaO MgO และ ZnO จะทำให้ FRIT มีจุดหลอมตัวสูงขึ้น
การเลือกใช้พวก MILL ADDITION ที่เหมาะสม สามารถที่จะช่วยลด GAS ลงได้ ซึ่งช่องว่างที่เกิดจากการระเหยไปของน้ำภายในเคลือบนั้นจะเป็นปริมาณถึง 40 % ของช่องว่างที่เกิดขึ้นทั้งหมด
DEFLOCCULATED SLIP จะตกตะกอน มีลักษณะที่PACKตัวกันแน่น ซึ่ง DEFLOCCULATE SLIP ผลิตได้โดยการเติมสาร ELECTROLYTE ซึ่งการกระทำนั้น จะกระทำเหมือนกับสารแม่เหล็ก ซึ่งมีขั้ว + และขั้ว – ตัวอย่างเช่น NaCl นั้น Na+ จะเป็นขั้ว + และ Cl- จะเป็นขั้ว –
ดินในสารแขวนลอยจะเป็นขั้ว – ดังนั้น Na ที่มาเกาะที่ผิวหน้าของอนุภาคจะเป็นขั้ว+ประจุของดินกับNa+ จะดูดน้ำและสร้างตัวเป็นทรงกลมที่มีน้ำล้อมรอบที่เรียกว่า CLAY MICELLE
ดังนั้นแทนที่อนุภาคของดินจะเคลื่อนตัวได้ เป็นอิสระในน้ำกลับไม่สามารถทำได้เหมือนเดิม ทำให้อนุภาคมีการเรียงตัวแน่นซึ่งทำให้อากาศที่อยู่ภายในมีปริมาณลดลง
นอกจากนี้การเติมDEFLOCCULANTยังทำให้การไหลตัวของสีเคลือบดีขึ้น เราจึงสามารถเพิ่มความหนาแน่นขึ้นไปได้ซึ่งจะทำให้ปริมาณน้ำในสีเคลือบลดลง จึงเป็นการลดปริมาณก๊าซที่ถูกปลดปล่อยออกมาขณะเผาเคลือบ
จะเห็นได้ว่าวิธีการที่จะขจัดปริมาณฟองอากาศใน LEADLESS GLAZE สามารถทำได้ทั้งการเปลี่ยนแปลงสูตรเคลือบและเปลี่ยนแปลงกระบวนการเตรียมเคลือบและ APPLY เคลือบ
ในขั้นตอนของสูตรเคลือบ ต้องมีการคำนึงถึงจุดหลอมตัว (SOLFTENING POINT) ของเคลือบ, การเลือกใช้วัตถุดิบที่เหมาะสม ซึ่งมี GAS ที่จะ VOLATILE ออกมาต่ำ, การใช้ MILL ADDIITIVE เช่นพวก DEFLOCCULANT, Talcum และ WHITING ควรหลีกเลี่ยงที่จะใช้ แต่จะใช้ WALLASTONITE แทน
การเปลี่ยนแปลงกระบวนการผลิต ได้แก่การเปลี่ยนวิธีการ APPLY เคลือบที่เหมาะสม, ดูแลความสะอาดของผิวผลิตภัณฑ์ทั้งผลิตภัณฑ์ดิบและBiscuit, ปรับสภาพการดูดซึมน้ำของBiscuit ก่อนการชุบเคลือบ, ควบคุมอุณหภูมิของ Dry ware, ทำความหนาของเคลือบให้บางที่สุดโดยที่ยังคงสภาพผิวที่ดีอยู่, อบแห้งอย่างสมบูรณ์ก่อนการเผา, เผาที่อุณหภูมิที่เหมาะสม และ FIRING CURVE ที่พอเหมาะเพื่อที่จะใช้เวลาให้พวก GAS ต่าง ๆ ออกไปจากเคลือบก่อนที่เคลือบจะหลอมปิดพื้นผิวหน้า
|
|
|
|
|
|
|